
In modern industries, especially in sectors like food, beverage, pharmaceuticals, and cosmetics, where high hygiene standards are critical, the cleanliness and operational efficiency of fluid handling systems are paramount. Sanitary-grade ball valves play a key role in these systems, not only meeting industrial performance demands but also ensuring product safety and purity by adhering to stringent sanitary standards.
What is a Sanitary-Grade Ball Valve?
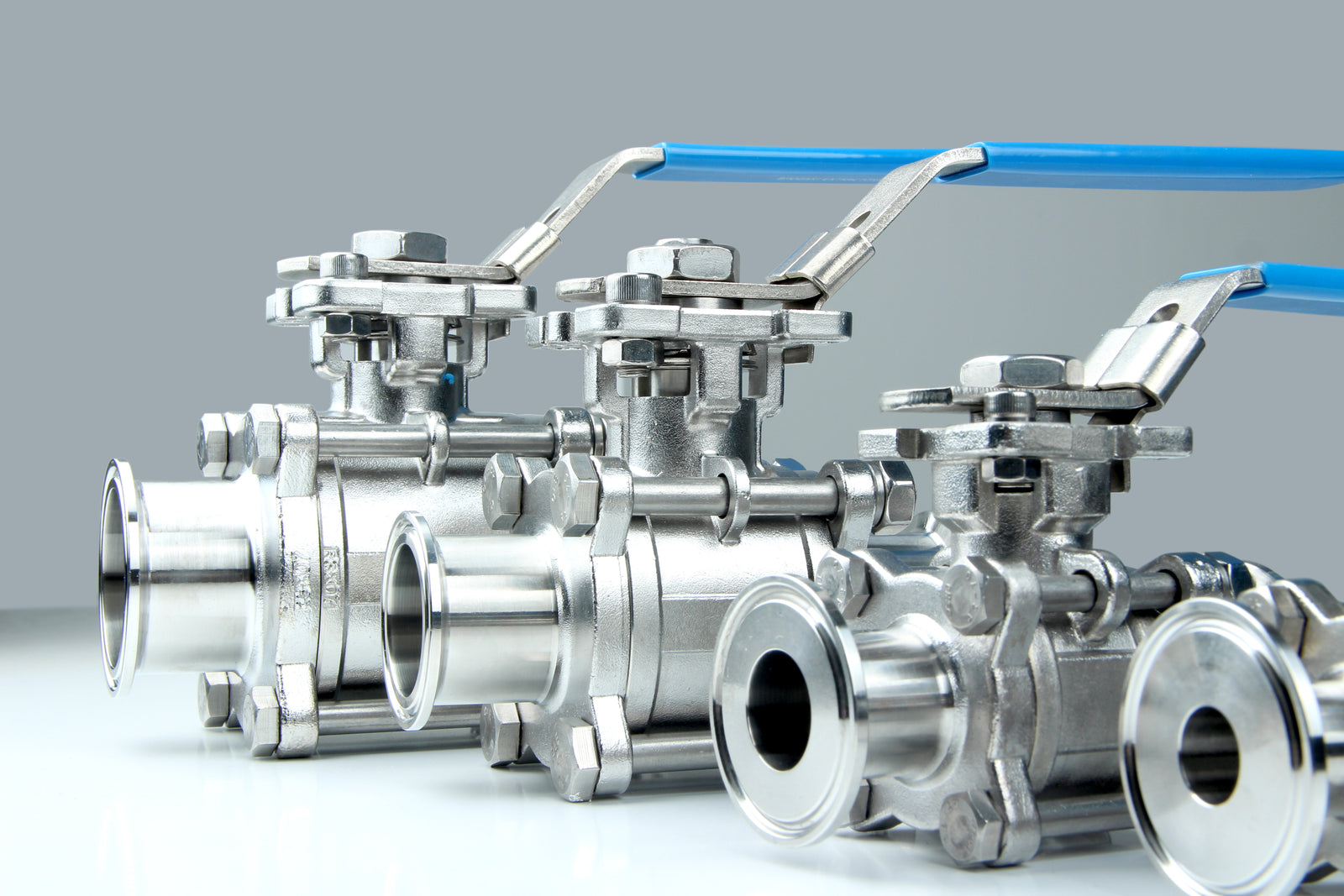
A sanitary-grade ball valve is a specially designed valve used in applications requiring high cleanliness. It is typically made from high-quality stainless steel materials, such as 304 or 316L. These valves are characterized by their smooth internal surfaces, easy-to-clean structure, and low retention areas, preventing any potential sources of contamination. Sanitary-grade ball valves are widely used in food processing, dairy production, pharmaceutical manufacturing, and other industries with high hygiene requirements.
Features of Sanitary-Grade Ball Valves
-
High Cleanliness: Sanitary-grade ball valves are manufactured using seamless welding and polishing techniques, ensuring that the valve interior has no dead angles, reducing the accumulation of residues. This design makes the valves easy to clean and sterilize, meeting CIP (Clean-In-Place) and SIP (Sterilize-In-Place) process requirements.
-
Superior Material: Typically made from 304 or 316L stainless steel, these valves offer excellent corrosion resistance and wear resistance, capable of withstanding high temperatures, high pressures, and chemical corrosion, ensuring long-term reliability.
-
Compact Structure and Easy Operation: The design of sanitary-grade ball valves makes them ideal for installation in tight spaces, and they are simple and quick to operate, allowing for rapid opening and closing of fluid channels.
-
Compliance with Strict Sanitary Standards: These ball valves undergo rigorous quality control and comply with international standards, such as FDA, 3A, and EHEDG, ensuring their safe use in environments with high hygiene requirements.
Application Areas
Sanitary-grade ball valves have a wide range of applications, primarily in the following industries:
-
Food and Beverage Industry: Used to control the flow of liquids, ensuring that every step of the production process maintains high hygiene standards, avoiding cross-contamination.
-
Pharmaceutical Industry: In pharmaceutical production, sanitary-grade ball valves ensure that liquids and other fluids remain pure and uncontaminated during transfer, meeting GMP requirements.
-
Dairy Production: Used in the processing of milk, cream, and other dairy products, ensuring that every stage from raw material to finished product remains clean.
-
Cosmetics Manufacturing: During the production of cosmetics, sanitary-grade ball valves help maintain the cleanliness of liquids and semi-solid materials, ensuring product quality.
How to Choose the Right Sanitary-Grade Ball Valve?
When selecting a sanitary-grade ball valve, consider the following points:
-
Material: Choose the appropriate stainless steel material based on the nature of the process medium; for example, 316L is more suitable for highly acidic media.
-
Size and Pressure Rating: Select the right valve size and pressure rating according to the system requirements to ensure proper operation under the designed conditions.
-
Connection Type: Common connection methods for sanitary-grade ball valves include clamp, welded, and threaded connections. Choose the appropriate connection method to meet hygiene requirements while facilitating installation and maintenance.
-
Operation Mode: The choice between manual, pneumatic, or electric operation depends on the system's automation level and specific operational needs.
Conclusion
Sanitary-grade ball valves play an indispensable role in modern industries with high hygiene requirements. Whether in food processing, pharmaceuticals, or cosmetics, sanitary-grade ball valves ensure cleanliness, safety, and efficiency in fluid handling processes. Selecting the right sanitary-grade ball valve not only enhances product quality but also reduces contamination risks, ensuring that every step of the production process meets strict sanitary standards.







