
Haben Sie schon einmal versucht, ein Edelstahlrohr zu biegen, und das Ergebnis war ein zerknittertes Durcheinander oder ein gerissenes Rohr? Damit sind Sie nicht allein. Edelstahlrohre – robust, korrosionsbeständig und glatt – sind ein fester Bestandteil vieler Projekte, vom individuellen Autoauspuff bis hin zu modernen Möbeln. Ihre Härte macht das Biegen jedoch schwierig. Der Schlüssel? Die Verwendung der richtigen Werkzeuge, die richtige Vorbereitung des Rohrs und die Wahl einer Methode, die zu Dicke und Durchmesser Ihres Rohrs passt . Im Folgenden erklären wir Ihnen Schritt für Schritt die zuverlässigsten Techniken, damit Sie Edelstahlrohre sauber und ohne Knicke oder Risse biegen können.
Warum das Biegen von Edelstahlrohren schwierig ist (und wie man es repariert)
Edelstahl – insbesondere Legierungen wie 304 oder 316 – ist fester und weniger formbar als Kupfer oder Aluminium. Wenn Sie ihn kalt biegen, riskieren Sie:
- Knicken : Das Rohr bricht an der Biegestelle zusammen und blockiert den Durchfluss (eine Katastrophe für Rohrleitungen oder Auspuffanlagen).
- Rissbildung : Durch Biegen verursachte Spannungen können das Metall spalten, insbesondere bei dünnwandigen Rohren (0,065 Zoll oder dünner).
- Rückfederung : Das Rohr „federt“ nach dem Biegen leicht zurück, wodurch Ihr Winkel zerstört wird.
Die Lösung? Stützen Sie das Rohrinnere (um ein Knicken zu verhindern) und kontrollieren Sie die Biegekraft (um Risse zu vermeiden). Wir stellen Ihnen die besten Methoden für verschiedene Projektgrößen vor.

Werkzeuge, die Sie benötigen
Bevor Sie beginnen, legen Sie die folgenden wichtigen Dinge bereit:
- Biegeradius-Messgerät : Stellt sicher, dass Ihre Biegung der erforderlichen Krümmung entspricht (z. B. 2-Zoll-Radius für Auspuffrohre).
- Manueller oder hydraulischer Rohrbieger : Für kleine bis mittlere Durchmesser (½ Zoll bis 2 Zoll).
- Sand, Bleischrot oder niedrigschmelzende Legierung : Zum Füllen des Rohrs und Verhindern eines Zusammenfallens (ideal für Heimwerker ohne Biegemaschine).
- Propanbrenner : Zum Glühen (Erweichen) dickwandiger Rohre vor dem Biegen.
- Schraubstock und Klemmen : Zum Sichern des Rohrs beim Biegen.
- Marker und Maßband : Um Ihren Biegepunkt genau zu markieren.
Die 3 besten Methoden zum Biegen von Edelstahlrohren
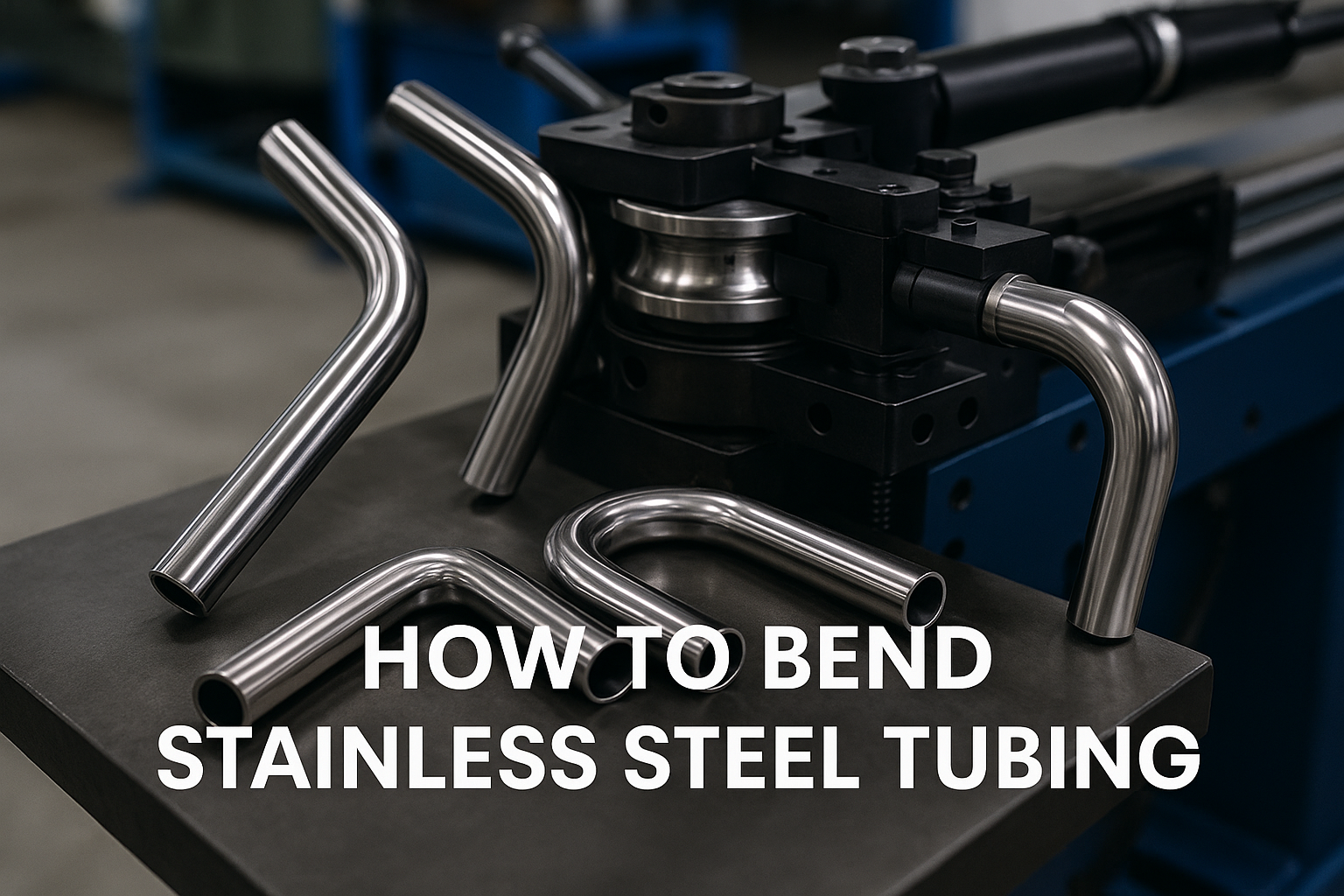
Methode 1: Verwenden Sie einen Rohrbieger (am besten für Präzision, kleine Durchmesser)
Zum Biegen dünnwandiger Edelstahlrohre (bis 3,8 cm Durchmesser) eignet sich am besten ein manueller Rohrbieger (bei dickeren Rohren ein hydraulischer). Diese Werkzeuge verfügen über gebogene Matrizen, die dem gewünschten Biegeradius entsprechen und das Rohr beim Biegen stützen, um ein Knicken zu verhindern.
Schritt für Schritt:
- Messen und markieren : Markieren Sie mit einem Maßband die gewünschte Biegung. Berücksichtigen Sie dabei die Rückfederungstoleranz. Edelstahl federt um ca. 5–10 Grad zurück, biegen Sie also 5 Grad über den Zielwinkel hinaus (z. B. 95 Grad für einen Endwinkel von 90 Grad).
- Sichern Sie das Rohr : Befestigen Sie das Rohr in der Klemme der Biegevorrichtung und richten Sie Ihre Markierung auf den Drehpunkt der Biegevorrichtung aus.
- Langsam biegen : Bei manuellen Biegegeräten üben Sie mit dem Hebel gleichmäßigen Druck aus – keine Ruckbewegungen! Hydraulische Biegegeräte übernehmen die Arbeit für Sie; pumpen Sie einfach, bis Sie den markierten Winkel erreicht haben.
- Lösen und prüfen : Lassen Sie das Rohr entspannen und messen Sie anschließend den Winkel mit einem Winkelmesser. Wenn es zu stark zurückfedert, wiederholen Sie die Biegung leicht.
Profi-Tipp: Verwenden Sie für 90-Grad-Biegungen eine Biegevorrichtung mit „90-Grad-Anschlag“, um ein Überbiegen zu vermeiden.

Methode 2: Füllen Sie das Rohr, um ein Zusammenfallen zu verhindern (DIY-freundlich)
Kein Biegegerät? Kein Problem. Füllen Sie das Rohr mit Sand, Bleischrot oder einer niedrigschmelzenden Legierung (wie Cerrobend), um das Innere zu verstärken und es per Hand oder mit einem Schraubstock zu biegen. Dies funktioniert für Durchmesser bis zu 5 cm und eignet sich perfekt für Heimwerkerprojekte wie Geländer oder Möbel.
Schritt für Schritt (Beispiel Sandfüllung):
- Verschließen Sie ein Ende : Kleben Sie ein Ende des Rohrs mit Isolierband ab, um den Füllstoff aufzufangen.
- Mit trockenem Sand füllen : Füllen Sie feinen, trockenen Sand ein (Spielsand funktioniert gut!) und klopfen Sie die Röhre fest auf den Boden – keine Luftlöcher! Verschließen Sie das andere Ende mit Klebeband.
- Markieren und sichern : Markieren Sie Ihren Biegepunkt und spannen Sie das Rohr dann in einen Schraubstock ein, wobei der Biegebereich frei bleibt.
- Biegen Sie langsam : Verwenden Sie eine Rohrzange oder Ihre Hände (Handschuhe tragen!), um sanften, gleichmäßigen Druck auszuüben. Biegen Sie ein wenig, überprüfen Sie den Winkel und wiederholen Sie den Vorgang – Eile führt zu Knicken.
- Entleeren Sie den Sand : Entfernen Sie das Klebeband und schütten Sie den Sand aus. Wischen Sie die Innenseite mit einem Tuch aus, um Rückstände zu entfernen.
Warum es funktioniert: Der Sand fungiert als „Stützstruktur“ und verhindert, dass die Wände des Rohrs während der Biegung nach innen einfallen.
Methode 3: Wärmebiegen (für dickwandige oder großwandige Rohre)
Dickwandige Edelstahlrohre (0,125 Zoll oder mehr) müssen vor dem Biegen durch Wärme weich gemacht werden – andernfalls reißen sie. Diese Methode ist in industriellen Umgebungen (z. B. Abgassystemen) üblich, funktioniert aber auch für Heimwerker mit einem Propanbrenner.
Schritt für Schritt:
- Glühen Sie das Rohr (optional, aber empfohlen) : Durch das Glühen wird der Stahl weicher. Erhitzen Sie den Biegebereich gleichmäßig mit einem Propanbrenner, bis er mattrot glüht (ca. 1.800 °F bei Edelstahl 304). Lassen Sie es langsam abkühlen (nicht abschrecken!) – das macht das Metall formbarer.
- Füllen Sie das Rohr : Verwenden Sie Sand oder Bleischrot (wie in Methode 2), um ein Einfallen zu verhindern.
- Erhitzen und biegen : Erhitzen Sie den markierten Bereich erneut (halten Sie den Brenner in Bewegung, um heiße Stellen zu vermeiden!). Biegen Sie den Bereich nach dem Erhitzen langsam mit einem Schraubstock und einer Rohrzange oder verwenden Sie zur Kontrolle eine manuelle Biegevorrichtung.
- Abkühlen und reinigen : Lassen Sie das Rohr an der Luft abkühlen. Entleeren Sie den Füllstoff und prüfen Sie ihn auf Risse. Wenn Sie kleine Spannungslinien sehen, glühen Sie ihn erneut, um die Spannung abzubauen.
Profi-Tipps zur Vermeidung von Fehlern
- Passen Sie den Biegeradius an den Rohrdurchmesser an : Biegen Sie das Rohr nie enger als das Dreifache des Rohrdurchmessers (z. B. benötigt ein 1-Zoll-Rohr einen Biegeradius von mindestens 3 Zoll). Engere Biegungen verursachen Knicke.
- Schmiermittel verwenden : Tragen Sie ein leichtes Öl (wie WD-40) auf die Biegematrizen auf, um die Reibung zu verringern und Kratzer auf polierten Rohren zu vermeiden.
- Testen Sie zuerst mit Abfall : Üben Sie immer an einem Abfallstück desselben Rohrs – Edelstahl unterscheidet sich je nach Legierung und Sie vermeiden so, Ihr Projektstück zu ruinieren.
Wann Sie einen Profi anrufen sollten
Bei Rohren mit großem Durchmesser (über 5 cm), dicken Wänden oder Präzisionsbiegungen (z. B. bei medizinischen Geräten) sollten Sie auf Heimwerker verzichten. Professionelle Werkstätten verfügen über hydraulische Biegemaschinen und Dornwerkzeuge, die das Rohr biegen, ohne das Innere zu verformen – bei kritischen Projekten lohnt sich die Investition.
Abschließende Gedanken
Das Biegen von Edelstahlrohren muss nicht frustrierend sein. Egal, ob Sie eine manuelle Biegemaschine für eine ½-Zoll-Möbelschiene verwenden, ein 1-Zoll-Auspuffrohr mit Sand füllen oder dickwandige Industrierohre glühen – das Geheimnis liegt in Vorbereitung, Geduld und der richtigen Unterlage . Fangen Sie klein an, testen Sie oft, und schon bald biegen Sie wie ein Profi – ohne zerknitterte Rohre oder gerissene Leitungen in Sicht.







